
俹俴俠乮僔乕働儞僒乕乯忣曬嬊
嵟廔峏怴擔俀侽侾俁擭俋寧俀俆擔
Last update 8,25,2000
俹俴俠乮僔乕働儞僒乕乯忣曬嬊
嵟廔峏怴擔俀侽侾俁擭俋寧俀俆擔
Last update 8,25,2000
 |
 |
 |
 |
 |
 |
 |
 |
俹俴俠乮僔乕働儞僒乕乯忣曬嬊偺栚揑
俹俴俠婎杮曇
丂丂俹俴俠乮僔乕働儞僒乕乯偰側偵丠
丂丂擖弌椡仌撪晹曗彆儕儗乕曇丂仼乮俹俴俠偺擖弌椡偲撪晹儕儗乕偵偮偄偰夝愢偟傑偡乯
丂丂儔僟乕僒億乕僩僜僼僩曇丂丂仼乮俹俴俠偵僾儘僌儔儉傪彂偒崬傓儔僟乕僒億乕僩僜僼僩偵偮偄偰奣棯傪夝愢偟傑偡乯
丂丂帺屓曐帩曇丂丂丂丂丂丂丂丂仼乮儕儗乕僔乕働儞僗偲俹俴俠偲偺斾妑乯
俹俴俠墳梡曇
丂丂僩儔僶乕僗曇侾丂丂丂丂仼乮俹俴俠傪梡偄偨僩儔僶乕僗惂屼傪夝愢偟傑偡乯
丂丂僩儔僶乕僗曇俀丂丂丂丂仼乮俹俴俠傪梡偄偨崅搙側僩儔僶乕僗惂屼傪夝愢偟傑偡乯
丂丂弴師撪梕傪憹傗偟傑偡丂仼乮師夞倀俹偡傞戣嵽偺梊崘曇偱偡乯
仛仛仛峀崘傪曞廤偟偰偄傑偡丅仛仛仛
戣嵽偺儕僋僄僗僩偑偁傟偽楢棈婅偄傑偡丅
傑偨愝寁抜奒傗尰応偱擸傫偱偄傞偙偲側偳媄弍揑僒億乕僩傕峴偭偰偄傑偡丅
姅幃夛幮儗僢僋惂屼丂丂丂丂丂丂丂丂丂俫俷俵俤乮儗僢僋惂屼偺憤崌俫俹乯
戝嶃晎娸榓揷巗揷帯暷挰俇俁
倲倕倢丗侽俈俀係亅係俁亅侽俉係俆
e_mail: my@lec21.com
俹俴俠乮僔乕働儞僒乕乯忣曬嬊偺栚揑
俹俴俠偺晛媦偑栚揑偱偡丅
偦偺庤彆偗偲偟偰丄懡偔偺幚椺傪傕偭偰徯夘偟傑偡丅
俹俴俠傪梡偄偨僾儘僌儔儈儞僌庤朄傗惂屼庤朄傪丄
幚尡婡嵽偺幨恀丄夞楬恾柺丄僾儘僌儔儉丄僾儘僌儔儉偺愢柧丄偵偰夝愢偟丄
娙扨側惂屼偐傜崅搙側惂屼傑偱棟夝傪怺傔傞偙偲偑栚揑偱偡丅
僉乕儚乕僪偵栠傞
俹俴俠乮僔乕働儞僒乕乯偰側偵丠
僾儘僌儔儅僽儖僐儞僩儘乕儔乮PLC乯偼丄
儕儗乕傗僞僀儅乕側偳傪梡偄偨丄儕儗乕僔乕働儞僗惂屼偺戙懼偲偟偰搊応偟傑偟偨丅
暋嶨側摦偒傪儕儗乕僔乕働儞僗偱嶌傞帠偼壜擻偱偡偑丄摦偒偺曄峏偼晹昳偺捛壛偲攝慄傪姺偊傞偟偐庤抜偑偁傝傑偣傫丅
傑偨戝婯柾側惂屼偼 晹昳揰悢偺憹戝亖惂屼斦偺戝宆壔
偲側傝丄岺応偵傛偭偰偼愝抲応強偑栤戣偲側傞偙偲傕懡乆偁傞傕偺偱偡丅
俹俴俠偼偙偆偟偨栤戣傪夝寛偡傞夋婜揑側憰抲側偺偱偡丅
儕儗乕傗僞僀儅乕偲偄偭偨惂屼晹昳偼丄俹俴俠偺拞偵暔幙偲偟偰偁傞偺偱偼側偔丄
乽柦椷岅乿偲側偭偰懚嵼偟傑偡丅
偙偺柦椷岅乮晹昳乯傪偮側偖嶌嬈乮攝慄乯傪僾儘僌儔儈儞僌偲尵偄傑偡丅
僾儘僌儔儈儞僌媄朄傪廋摼偡傞偲丄偦偺曋棙偝屘偵彫婯柾側惂屼偱偁偭偰傕丄
儕儗乕僔乕働儞僗偱偼側偔丄俹俴俠傪慖傇傛偆偵側傞偱偟傚偆丅
僾儘僌儔儉傪嶌傞曽朄偼丄愱梡偺抂枛憰抲偵傛傞応崌偲丄僷僜僐儞傪巊偆応崌偲偑偁傝丄
尰嵼偼屻幰偑晛媦偟偰偄傑偡丅
僾儘僌儔儉偺曽幃偵偼丄
儔僟乕幃偲丄SFC乮僔乕働儞僔儍儖丒僼傽儞僋僔儑儞丒僠儍乕僩乯丄僗僥乕僕幃側偳偑偁傝傑偡偑丄
尰嵼儔僟乕幃偑嵟傕晛媦偟偰偄傑偡丅
愱梡抂枛偼儔僟乕幃傪儊僀儞偵嶌傜傟偰偄傑偡偑丄
僷僜僐儞傪巊偆応崌偼偙偺尷傝偱偼偁傝傑偣傫丅偨偩偟儔僟乕幃偑怹摟偟偰偄傞偙偲傕偁偭偰丄
僷僜僐儞偵擖傟傞婎杮僜僼僩乮僷僜僐儞傪抂枛偲偡傞僜僼僩乯偼丄儔僟乕僒億乕僩僜僼僩偲偄偆柤徧偑堦斒揑側傛偆偱偡丅
僉乕儚乕僪偵栠傞
擖弌椡仌撪晹曗彆儕儗乕曇
俹俴俠擖弌椡偺柾幃恾傪壓婰偵帵偟傑偡丅
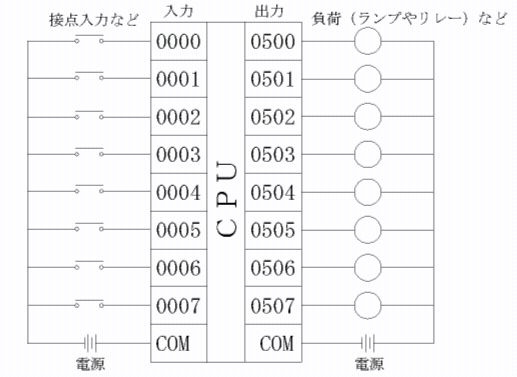
嵍懁偼擖椡晹暘丄拞墰偼俠俹倀晹暘丄塃懁偼弌椡晹暘偺俁晹峔惉偱偡丅
侾戜偺俹俴俠偵偙偺俁揰傪廤栺偟偨僷僢働乕僕僞僀僾傗丄
侾偮侾偮偑僶儔僶儔偱丄慻傒崌傢偣偑偱偒傞價儖僨傿儞僌僞僀僾側偳偑偁傝傑偡丅
傑偨愙揰擖弌椡偩偗偱偼側偔丄
俹俧僄儞僐乕僟乕乮崅懍僷儖僗乯擖椡傗丄傾僫儘僌擖弌椡側偳丄摿庩側擖弌椡憰抲傕偁傝傑偡丅
愙揰擖椡偼丄僗僀僢僠丄嬤愙僗僀僢僠丄僔儕儞僟乕僗僀僢僠側偳奜晹偺忣曬傪擖椡偟傑偡丅
俠俹倀偼俹俴俠偺摢擼偵偁偨傞晹暘偱擖椡忣曬偵墳偠偨弌椡傪寛掕偟傑偡丅
弌椡偼丄惂屼斦撪偺儕儗乕傗憖嶌斦偺儔儞僾丄偁傞偄偼惂屼斦奜偺晧壸傪嬱摦偟傑偡丅
俠俹倀偼丄曗彆儕儗乕傗僞僀儅乕丄僇僂儞僞乕側偳懡偔偺晹昳偑壖憐揑偵懚嵼偟傑偡丅
偙傟傜偺晹昳偼柦椷岅偲偟偰庢傝埖傢傟丄摦偒偵墳偠偨慻傒崌傢偣傪巜掕偡傞帠偑偱偒傑偡丅
嵟嬤偱偼丄曗彆儕儗乕傗僞僀儅乕丄僇僂儞僞乕側偳偼乽婎杮柦椷乿偲偄偆埵抲偯偗偵側傝丄
崅搙側儕儗乕嬱摦張棟傗悢抣張棟偑偱偒傞乽墳梡柦椷乿傕朙晉偱崅懍壔傕恑傫偱偄傑偡丅
僉乕儚乕僪偵栠傞
 |
 |
儔僟乕僒億乕僩僜僼僩偼奺幮摨偠傛偆側婄傪偟偰偄傑偡偑丄巊偄彑庤偼屄恖偵傛偭偰戝偒偔堎側傝傑偡丅
俹俴俠偵僾儘僌儔儉傪揮憲偡傞曽朄偼丄傎偲傫偳偺応崌僷僜僐儞偺俼俽俀俁俀俠乮俠俷俵乯傪梡偄傑偡丅
偦偺堊偺愱梡働乕僽儖乮傾僟僾僞乯傕梡堄偝傟偰偄傑偡丅
僉乕儚乕僪偵栠傞
帺屓曐帩曇
儕儗乕僔乕働儞僗偲俹俴俠偲偺斾妑丅
伀堦斒揑側帺屓曐帩夞楬丅
俹俛侾傪墴偡偲丄俼倄侾偑帺屓曐帩偟丄俹俛俀傪墴偡偲俼倄侾偼帺屓曐帩偑愗傟傑偡丅
伀俹俴俠偺応崌丅乮僾儘僌儔儉乯
僾儘僌儔儉忋偼丄
侽侽侽侽偑俷俶乛俷俥俥偡傞偲丄侽俆侽侽偑帺屓曐帩偟丄侽侽侽侾偑俷俶乛俷俥俥偡傞偲侽俆侽侽偼帺屓曐帩偑愗傟傑偡丅
俹俴俠奜晹夞楬偼丄
慜婰俹俴俠擖弌椡恾偺擖椡侽侽侽侽偵俹俛侾偑丄擖椡侽侽侽侾偵俹俛俀偑愙懕偝傟偰偍傝丄
弌椡侽俆侽侽偵偼俼倄侾偑愙懕偝傟偰偄傑偡丅
偟偨偑偭偰丄俹俛侾傪墴偡偲擖椡侽侽侽侽偑俷俶偟棧偡偲俷俥俥偵側傝丄
俹俛俀傪墴偡偲丄擖椡侽侽侽侾偼俷俶偵側傝傑偡偑丄僾儘僌儔儉懁偱偼俛愙揰偱婰弎偟偰偄傞偺偱丄
俷俥俥埖偄偵側傝傑偡丅
僉乕儚乕僪偵栠傞
弴師撪梕傪憹傗偟傑偡
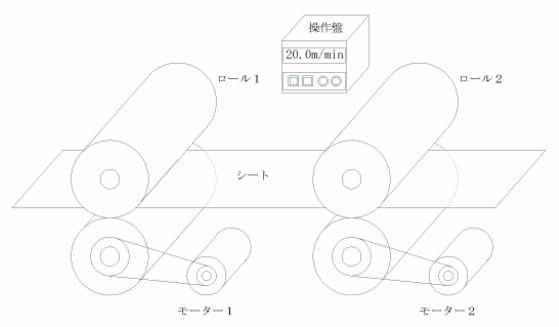
師夞倀俹梊掕偺戣嵽偼丄
俀偮偺儌乕僞乕偺摨挷塣揮偱偡丅
廬棃侾儌乕僞乕偱僪儔僀僽僔儍僼僩傪巊偄丄搑拞偱柍抜曄懍婡偵偰摨挷傪庢偭偰偄偨傕偺傪丄
俀儌乕僞乕偱摍壙偁傞偄偼偦傟埲忋偺惈擻傪幚尰偡傞曽朄傪夝愢偟傑偡丅
伀俀偮偺僺儞僠儘乕儖偵偰僔乕僩嵽傪斃憲偡傞惂屼曽朄傪徯夘偟傑偡丅
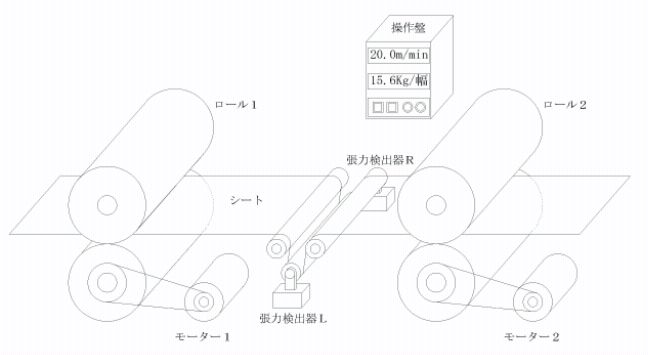
挘傝嬶崌傕儃儕儏乕儉傗僞僢僠僷僱儖偱梕堈偵挷惍偱偒傑偡丅
伀傑偨丄挘椡専弌婍傪梡偄偰丄僔乕僩偺挘傝嬶崌傪姰慡偵掕挘椡壔傪偡傞丄僼傿乕僪僶僢僋惂屼傕徯夘偟傑偡丅
僉乕儚乕僪偵栠傞
姅幃夛幮儗僢僋惂屼丂丂丂丂丂丂丂丂丂俫俷俵俤乮儗僢僋惂屼偺憤崌俫俹乯
戝嶃晎娸榓揷巗揷帯暷挰俇俁
倲倕倢丗侽俈俀係亅係俁亅侽俉係俆
e_mail: my@lec21.com